I wanted a press brake for my small bench press.
With so many kits and/or prebuilt press brakes for the small bench press available on line, I could have easily bought a kit and just performed the assembly, however
I do see that as cheating a little, especially when the raw materials are so cheap, and I can choose just what size steel I use for the press brake.
So I decided to do it from scratch, and after careful online shopping around for items and ideas, I created a list of things I thought should be standard.
1. It must have a 60 degree brake blade (the bit that pushes down against the die)
2. It should use springs to help keep the blade retracted (and prevent damage from bashing against the die)
3. It should use the heaviest steel plate I can work with
4. It should have large diameter guide pins
5. It should be capable of higher bend and tonnage capacity than my press (creates a safe working margin)
I went to a local steel supplier and bought some 16mm mild steel plate for the base and blade and some 50mm X 5mm angle for the die, I cut the 50mm angle to length (420 x 3 pieces).
I also bought 2 x 19mmm bolts and nuts for the pins, and some 30mm solid round bar for the blade guides. A couple of springs I had looked ok for the job.
I measured the press and decided on an appropriate length for the brake. Then I cut the base plate to suit, and the blade. (the 16mm plate came in 2 x 450mm x 150mm pieces).
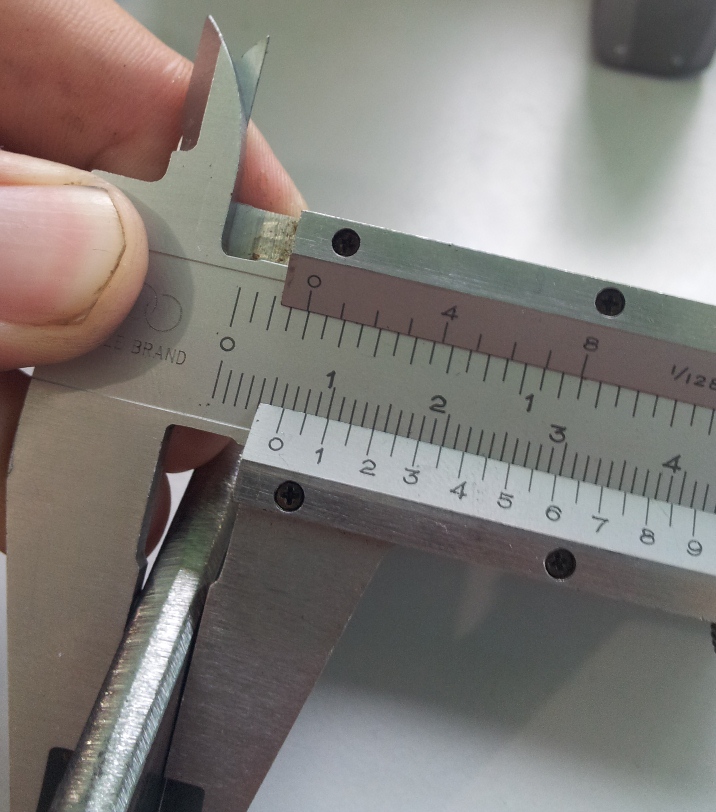
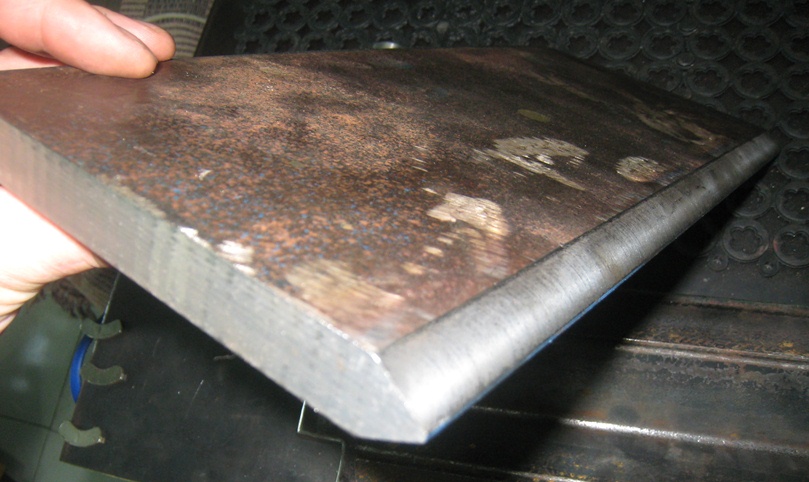
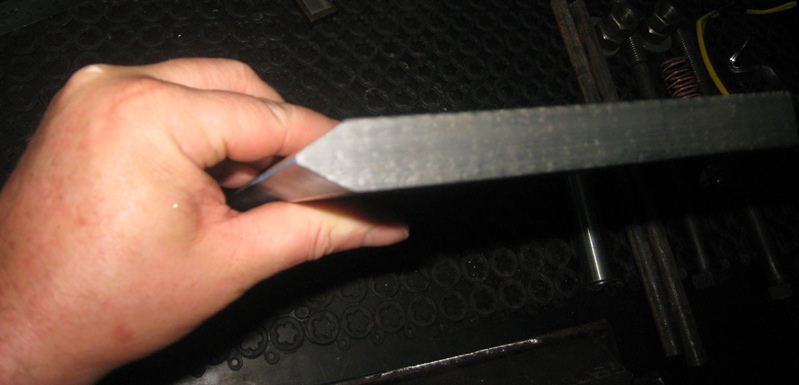
I cut the bar to 2 x 125mm pieces and lathed it down to 28mm (OD) with a bore of 19.5mm (ID). I then milled down the blade to square with a 60 degree angle on the bending edge.
I cut some pieces out of the base to make it easier to get in and out of the press. I was going to use the plasma cutter but after some trials I decided it was easier and neater to use a grinder with metal cutting disks. 4 discs later (cheapo 2.50 RM types) it was finished.
I now had all the pieces ready (I had got my own kit together!). It had cost a little over 40 USD and a few hours work.
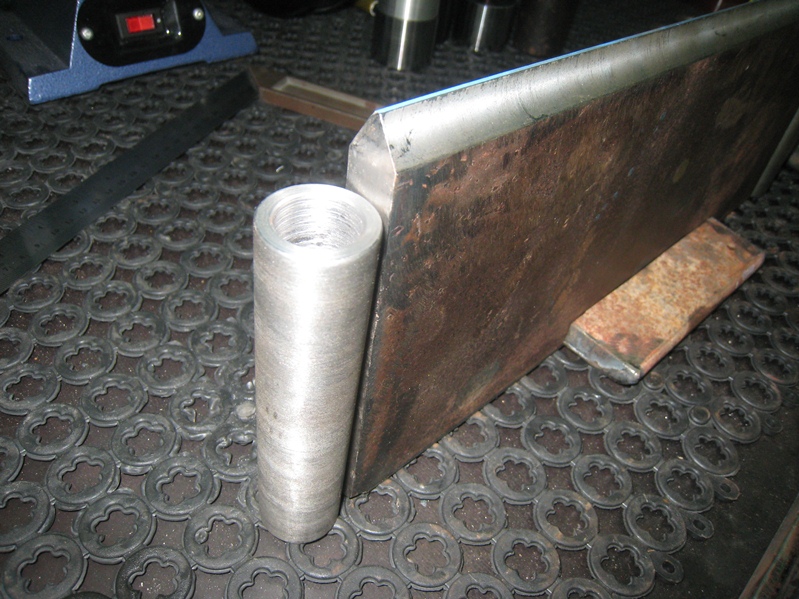
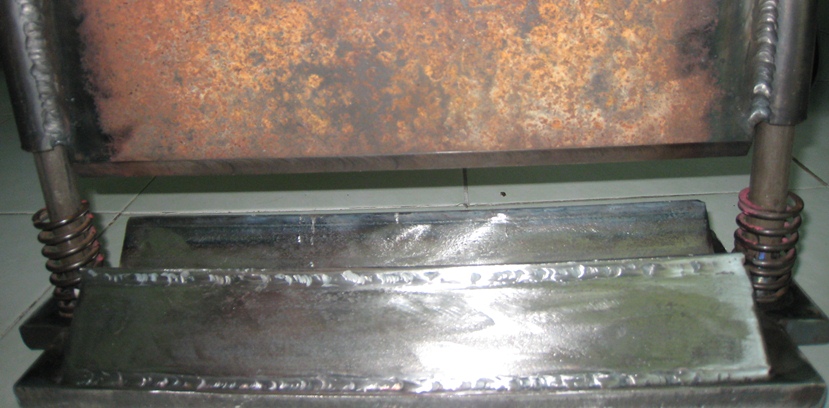
Next thing to do was to weld the guides to the blade, the pins (19mm bolts) to the base, and the 50mm angle to the base. I decided to use my TIG, that way I can control the welding process better.
I welded the guides to the base (after first making them all shiny bare metal). The TIG alowed great penetration and control, although I admit this was my first TIG experience on this welder.
Once they cooled off I used the blade as a guide to get the correct spacing and position for the pins. I pre-drilled 2 x 19mm holes for the bolts and inserted them from the bottom of the base.
I then welded the bolt heads to the base, keeping the working side (top side)of the base looking really tidy.
Then it was a case of welding in the dies, creating a 10mm center die thickness. I figured this was strong enough!.
I cannot stress enough how the TIG was much easier to work with than the MIG in all the welding, the TIG delivers so much more control. See my weldng tips n tricks for more info on this.
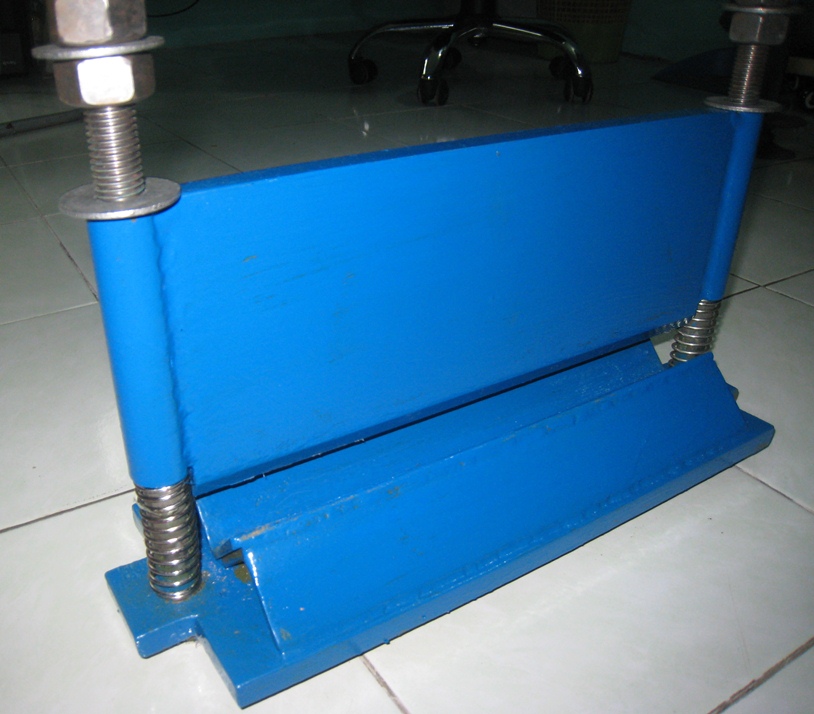
So it is finished, painted in the poison green undercoat and blue topcoat. A 2 pak may be better but its just to minimise the rust..
I tested it on 3mm plate (150mm wide), which was what I wanted to bend before I started all this. It bent like soft butter not even registering on my press tonnage meter.
I also tested it on some 6mm flat bar, and it bent that like butter. Hardly even registered on the meter. Using the 50mm angle created a large space between the "V" of the die, which translates to less required pressure to bend a given thickness.
I estimate that 6mm X 100mmm will be ok, I am not sure I will ever need to do that!
Here is some video of bending 6mm X 32 mm Flat Bar!





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}